Naucz się lutu: dogłębny przewodnik
Stuowanie jest ważną umiejętnością budowania urządzeń elektronicznych.Potrzebuje precyzji, wiedzy i odpowiednich narzędzi do nawiązywania silnych i niezawodnych połączeń.Ten przewodnik wyjaśnia ważne techniki i materiały do dobrego lutowania, takie jak wybór odpowiedniego lutowniczego żelaza i zrozumienie, w jaki sposób strumień pomaga tworzyć idealne połączenia lutowe.Obejmuje różne żelazka lutownicze i ich zastosowania, podkreślając znaczenie kontroli temperatury w celu ochrony części i zapewnienia ich trwałości.Przewodnik podkreśla również przy użyciu odpowiedniego rodzaju lutu, koncentrując się zarówno na tradycyjnych, jak i nowych stopach, aby uzyskać lepszą siłę i wydajność w różnych warunkach.Opisując, jak puszczyć i utrzymywać porady lutownicze oraz obejmować zarówno podstawowe, jak i zaawansowane metody lutowania, ten przewodnik zapewnia czytelnikom umiejętności wykonywania precyzyjnych i skutecznych lutowania w wielu projektach elektronicznych.
Katalog
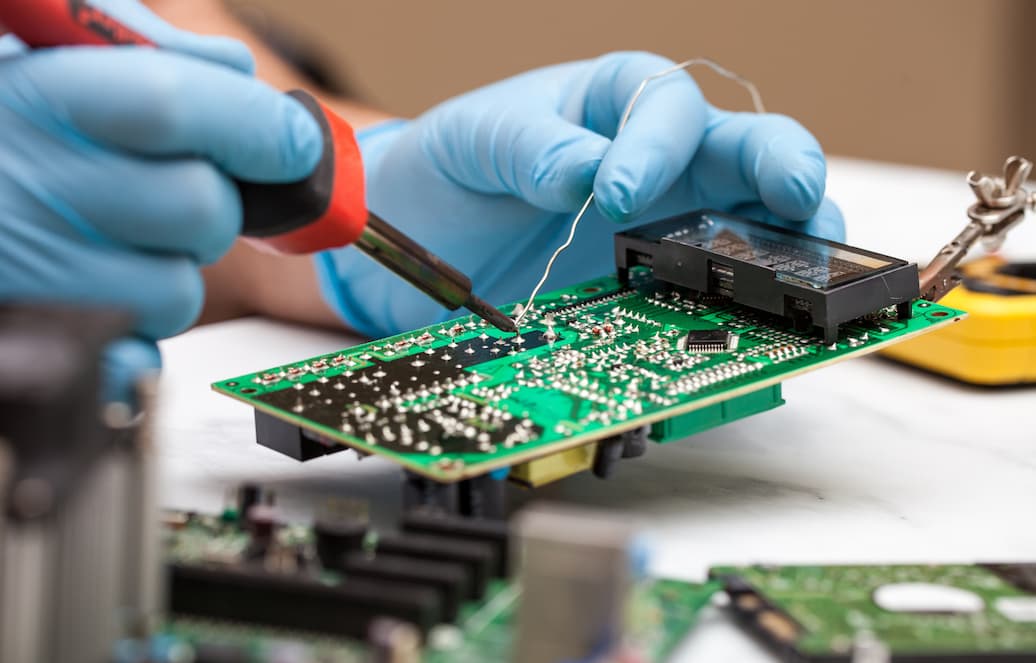
Rysunek 1: lutowanie
Żelaza lutownicza
Żelaza lutownicza jest ważnym narzędziem w zespole elektronicznym, używanym głównie do lutowania, które obejmuje połączenie dwóch lub więcej komponentów elektronicznych poprzez topienie lutu wokół nich.Proces ten tworzy stałą wiązanie między komponentami a płytką drukowaną.Podstawową funkcją lutownika jest podgrzanie lutu, topliwego stopu metalu, dopóki nie stopi się i nie przepłynie do złącza między dwoma obrabianami, takimi jak przewód komponentu i punkt kontaktowy na płytce drukowanej.

Rysunek 2: Żelaza lutownicza
Potrzebujesz lutowania, aby przymocować komponenty do płyt obwodowych.Zapewnia ciepło do stopienia lutu, pozwalając mu przepływać i wypełnić małe szczeliny między szpilką komponentu a podkładką na płytce drukowanej.Po ostygnięciu lutu zestala się, tworząc połączenie elektryczne i mechaniczne, które zabezpiecza komponent na płycie.Ten proces sprawia, że urządzenia elektroniczne działają poprawnie.Za pomocą tej metody komponenty takie jak rezystory, kondensatory i obwody zintegrowane są mocno przymocowane do PCB, tworząc rdzeń niezliczonych urządzeń elektronicznych.
Rodzaje żelazek lutowych

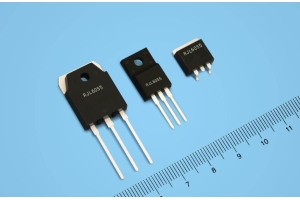
Rysunek 3: Żelazie lutownicze o niskiej i wysokiej mocy
Żelazie lutownicze o niskiej mocy
Żelazie lutownicze o mocy od 15 do 40 watów są idealne do delikatnej pracy elektronicznej.Są idealne do zadań takich jak przymocowanie komponentów do płyt obwodowych, w których nadmierne ciepło może uszkodzić wrażliwe części.Dolna moc pozwala na precyzyjną kontrolę temperatury, zmniejszając ryzyko przegrzania lutu lub delikatnych elementów.Jednak żelaza te podgrzewają się wolniej i mogą walczyć o utrzymanie stałej temperatury podczas przedłużonego użytkowania lub podczas pracy z komponentami o wysokiej masie termicznej.
Żelazka lutownicza o wysokiej mocy
Żelazie lutownicze o mocy od 60 do 100 watów lub więcej są przeznaczone do zadań wymagających szybkiego i konsekwentnego wysokiego ciepła.Narzędzia te są ważne dla gromadzenia większych części lub grubych drutów, ponieważ potrzebują mocnego i stałego ciepła, aby wytwarzać stałe połączenia lutownicze.Żelazie o wysokiej mocy są również dobrze odpowiednie do ciągłych, wymagających zadań lutowania, utrzymując wysokie temperatury bez zrzucania termicznego.Ta niezawodność przydatna w ustawieniach zawodowych, w których ważna jest wydajność czasowa i szybka przepustowość.
Zalety sterowane temperaturą stacje lutownicze
Konsekwentna jakość i niezawodność zapewnia jednolite połączenia lutowe, zapobiegając słabym plamami i awarii w obwodach elektronicznych.
Zwiększone bezpieczeństwo komponentów stosuje precyzyjne ciepło, unikając szoku termicznego i uszkodzenia wrażliwych komponentów związanych z ciepłem.
Ulepszona prędkość lutowania i wydajność eliminuje potrzebę ręcznych regulacji temperatury, przyspieszając proces lutowania.
Zmniejszenie odpadów i przeróbki zmniejsza defekty i przeróbkę, oszczędzając zasoby i minimalizując odpady.
Zarządzanie temperaturą, aby zapobiec uszkodzeniom i zapewnić wysokiej jakości lutowanie
Oto strategie skutecznego zarządzania temperaturą:
Po pierwsze, wybierz lutownicze żelazki i wskazówki, które utrzymują spójne temperatury.Wybierz wskazówki oparte na przewodności cieplnej i pojemności do utrzymywania temperatury, ponieważ czynniki te wpływają na dostarczanie ciepła do stawu lutowniczego;
Po drugie, regularnie kalibruj sprzęt lutowniczy, aby zapewnić dokładne wyświetlacze temperatury.Utrzymaj sprzęt poprzez czyszczenie i wymianę zużytych wskazówek, aby zapewnić wydajne i kontrolowane przenoszenie ciepła;
Po trzecie, systemy sprzężenia zwrotnego temperatury: Użyj zaawansowanych stacji lutowniczych z systemami sprzężenia zwrotnego temperatury w celu zwiększenia precyzji.Systemy te dostosowują moc wyjściową, aby utrzymać ustaloną temperaturę, kompensując obciążenie termiczne i zmiany temperatury otoczenia;
Następnie operatorzy powinni być przeszkoleni nie tylko w zakresie technik lutowania, ale także w zakresie kontroli temperatury.Powinni wiedzieć, jak odczytać i dostosowywać ustawienia jednostek kontrolowanych temperaturą i rozpoznać oznaki niewłaściwych zastosowań temperaturowych;
Na koniec kontroluj środowisko lutownicze, aby zapobiec wahaniom temperatury otoczenia.Instalowanie systemów klimatyzacji lub ogrzewania w celu utrzymania stabilnego środowiska pomaga zapobiegać niespójnym połączeniom lutowniczym.
Lut
STOUND to topliwy stop ze stopu metalu do tworzenia stałych wiązań między metalowymi kawałkami w elektronice i hydraulice.Musi zmoczyć materiały, które skutecznie łączy, być łatwy w użyciu i zachować wytrzymałość mechaniczną.Podczas gdy kompozycje lutownicze różnią się, tradycyjna mieszanka to cyna i ołów.

Rysunek 4: LUTER
Jednym historycznie powszechnym składem lutowniczym jest 60% cyny i 40% ołowiu.Ta mieszanka eutektyczna topi się między 183-190 ° C (361-374 ° F) i płynnie przechodzi między stanami stałymi i ciekłymi.Ten stop ten równoważy siłę mechaniczną z łatwością użytkowania, dzięki czemu jest popularny w lutowaniu ręcznym.Po ochłodzeniu wytwarza błyszczące wykończenie, co wskazuje na dobrze wykonany staw.
Opracowano lutowniki wolne od ołowiu w celu rozwiązania problemów zdrowotnych i środowiskowych.Jednak lutownicy o wiodących cynach pozostają w użyciu, w których opcje wolne od ołowiu nie mogą zaspokoić potrzeb wydajnościowych, na przykład w środowiskach o wysokiej temperaturze.Urodziny oparte na ołowie są łatwiejsze w pracy, ponieważ topią się w niższych temperaturach i mokrych powierzchniach bardziej skutecznie niż wiele alternatyw bez ołowiu.
Odmiany lutu i ich aplikacje
Grzywny vs. gęsty lut: różnicowanie zastosowań w aplikacjach elektronicznych
STOUND ma różne średnice, każda dostosowana do określonych zadań.Drobny lut o średnicy od 0,010 do 0,031 cali jest idealny do pracy precyzyjnej, takich jak lutowanie na gęsto upakowanych płytkach drukowanych (PCB), w których komponenty są blisko siebie.Jego mniejsza średnica zapewnia lepszą kontrolę i zmniejsza ryzyko stworzenia mostów lutowniczych między pobliskimi szpilkami na komponentach, takich jak mikrokontrolery lub urządzenia montowane na powierzchni (SMD).
Gruby lut, zwykle o średnicy ponad 0,062 cala, służy do zadań wymagających większego lutu, takich jak podłączenie większych komponentów i przewodów lub praca z elektroniką energetyczną.Gruby lut wyróżnia się wydajnym przenoszeniem ciepła, najlepiej dla stawów o wysokiej prądu lub dużych mas termicznych.Ta właściwość pozwala lutować szybko i równomiernie tworzyć silne i niezawodne połączenia i przyspieszając proces lutowania.
Wybór między drobnym i gęstym lutem zależy od fizycznych i termicznych potrzeb komponentów.Drobny lut jest często wybierany do czułej elektroniki, w której nadmierne ciepło może uszkodzić delikatne części.Gruby lut jest preferowany do szybkiego ochłodzenia i utrwalania stawu bez przegrzania pobliskich obszarów.
Specjalne lutownicy: badanie zwiększonej wytrzymałości stawów z dodatkowymi materiałami
Oprócz tradycyjnego lutowania ołowiu znajdują się lutownicy z dodatkowymi materiałami, takimi jak srebro, w celu zwiększenia siły i wydajności.Silane lutowniki są cenione zarówno w elektronice, jak i hydraulice za ich doskonałe właściwości mechaniczne i niższe temperatury topnienia w porównaniu z lutami czystego ołowiu.
W elektronice dodanie srebra poprawia przewodność i odporność na zmęczenie termiczne, dzięki czemu jest idealny do środowisk o wysokiej częstotliwości lub wysokiej temperaturze.Na przykład srebrny lut jest używany w aplikacjach motoryzacyjnych, elektronice lotniczej i panelach słonecznych, w których połączenia muszą wytrzymać rygorystyczne warunki.
Zwiększona wytrzymałość złącza z srebra zmniejsza ryzyko awarii mechanicznej.Ponadto srebro obniża temperaturę topnienia lutu, zmniejszając naprężenie termiczne na komponenty podczas procesu lutowania.Jednak wyższy koszt srebra sprawia, że lutownicy są mniej ekonomiczne w standardowych zastosowaniach.Ich użycie jest uzasadnione w sytuacjach, w których długoterminowa niezawodność i wydajność są ważniejsze niż koszty początkowe.
Rola strumienia
Strumień jest wymagany w lutowaniu, ponieważ przygotowuje metalowe powierzchnie do zastosowania lutu.Jego zadaniem jest czyszczenie i pozyskiwanie tych powierzchni, zapewniając, że są wolne od tlenków i zanieczyszczeń, które mogą osłabić więź.Gdy metale są ogrzewane podczas lutowania, mają tendencję do utleniania się po kontakcie z powietrzem.To utlenianie tworzy niekondukcyjną warstwę tlenku metalu, która utrudnia odpowiednią adhezję lutowniczą.
Po nakładaniu i podgrzewaniu strumienia na metalowej powierzchni aktywuje i usuwa te tlenki i skutecznie czyszczą powierzchnię.Ujawnia to czysty metal pod spodem, umożliwiając lutownikowi skuteczniejsze wiązanie.Flux poprawia również właściwości zwilżające lutu, co oznacza, że lut może równomiernie rozprzestrzeniać się i mieć lepszy kontakt z metalem, dobre do tworzenia silnego połączenia elektrycznego i mechanicznego.

Rysunek 5: Strumień lutowania
Rodzaje strumienia
Oto niektóre typowe typy strumieni używane w lutowaniu:
• Strumień kalafonii: Wykonany z naturalnej żywicy ekstrahowanej z sosnowych drzew, strumień kalafonii jest stosowany w lutowaniu elektrycznym i elektronicznym.Zapobiega utlenianiu w temperaturach lutowania i jest łagodny w swoim działaniu.Istnieją trzy podtypy oparte na poziomie aktywności: kalafonia (R), aktywowana kalafonia (RA) i łagodnie aktywowane różowe (RMA).Strumienie RA i RMA zawierają dodatki, które poprawiają ich działanie czyszczące, co czyni je przydatnymi do powierzchni z większym utlenianiem.

Rysunek 6: strumień kalafonii
• Strumień rozpuszczalny w wodzie: Te strumienie są bardziej agresywne niż te na bazie kalafonii i można je zmyć wodą po lutowaniu.Są one stosowane w aplikacjach hydraulicznych i wysokiej czystości.
• Flux bez czyszczenia: Zaprojektowany w celu zminimalizowania czyszczenia po sprzedaży, strumienie bez czyszczenia pozostawiają minimalne pozostałości, które są niekondukcyjne i niekorozyjne.Są świetne, gdy ma znaczenie, jak wygląda zespół, a gdy dodatkowe czyszczenie może szkodzić delikatnymi częściami.W tworzeniu elektroniki użytkowej nie stosuje się strumieni czyszczenia, ponieważ pomagają w wydajności i obsłudze produkcji na dużą skalę.

Rysunek 7: strumień bez czyszczenia
• Strumień kwasu: Ten wysoce korozyjny strumień służy do zastosowań nieelektronicznych, takich jak robota blachy i hydraulika z miedzianymi rurami.Usuwa utlenianie, ale nie nadaje się do delikatnej elektroniki, ponieważ może korodować płyty i komponenty obwodu.
Wskazówka lutowa

Rysunek 8: Wskazówki lutownicze
Rodzaje wskazówek
Porady stożkowe
Porady stożkowe lub końcówki stożkowe mają ostry, podobny do stożka kształt, który czyni je wszechstronnymi dla precyzyjnych zadań lutowniczych.Ich wąski punkt umożliwia dostęp do ciasnych przestrzeni, umożliwiając szczegółowe lutowanie wrażliwych komponentów bez zakłócania sąsiednich obszarów.Ta wskazówka jest skuteczna w precyzyjnym lutowaniu na skrzyżowaniach lub pomiędzy ściśle upakowanymi potencjalnymi potencjalnymi klientami, zapewniając dokładność i minimalne zakłócenia.

Rysunek 9: Stożnik lutowniczy
Wskazane wskazówki
Wskazane wskazówki mają ostrzejszy koniec niż końcówki stożkowe, zwiększając precyzję i kierując ciepłem do mniejszych celów.Ta konstrukcja jest dobra do szczegółowego lutowania na drukowanych płytach obwodowych (PCB), w których wymagane jest dokładne ciepło.Wskazane wskazówki wyróżniają się w rozwiązywaniu poszczególnych połączeń lutowych i nawigacji gęsto zaludnionych zespołów elektronicznych, zapewniając dokładność dokładności dobrej jakości do pracy obwodowej.

Rysunek 10: Specjana wskazówka lutownicza
Wskazówki śrubokręta
Poradki śrubokrętu mają płaski, przypominający śrubokręt, co czyni je optymalnymi do lutowania dużych powierzchni, które wymagają znacznego rozkładu ciepła.Te wskazówki ułatwiają szybki przenoszenie ciepła na większych obszarach, idealne do lutowania drutów lub komponentów wymagających szybkiego ogrzewania.Ich szeroka powierzchnia jest przydatna do równomiernego podgrzewania i przewodów cynowania, usprawniające procesy w ustawieniach produkcyjnych o dużej objętości.

Rysunek 11: Końcówka lutownicza śrubokręta
Porady dłuta
Karty dłuto łączą funkcje płaskich i spiczastych końcówek, zawierające szeroki, płaski koniec, który nieco zawęża.Ta konstrukcja równoważy wydajne przenoszenie ciepła i ukierunkowane zastosowanie, dzięki czemu są odpowiednie zarówno do lutowania dużych komponentów, jak i szczegółowych zadań.Wyczerpane wskazówki dotyczące zawodowych wskazówek obsługują różnorodne zastosowania, od lutowania przeciągania po mostowanie wielu pinów jednocześnie, zapewniając wszechstronne narzędzie w lutowaniu arsenałów.

Rysunek 12: Korpa lutownicza dłuta
Wskazówki dotyczące stawów
Wskazówki dotyczące fazowania łączą charakterystykę końcówek stożkowych i dłutych, dzięki czemu są dostosowani do lutowania ogólnego w różnych rozmiarach komponentów.Ich konstrukcja pozwala na precyzyjne, ale silne lutowanie, idealne do szczegółowych zadań elektronicznych i cięższych zastosowań wymagających skutecznego transferu ciepła do większych podkładek lub przewodów.Ta podwójna funkcjonalność sprawia, że wskazówki stawne są dla techników potrzebujących równowagi między szczegółami a skalą w zadaniach lutowania.

Rysunek 13: Wskazówka lutownicza fazowania
Wskazówki dotyczące noża
Wskazówki dotyczące noża są wytwarzane do lutowania drag, w którym końcówka jest przeciągana wzdłuż serii szpilków lub podkładek, aby utworzyć wiele połączeń lutowniczych w jednym ruchu.Ten typ końcówki jest nieoceniony do skutecznego obsługi wielu połączeń, na urządzeniach montowania powierzchni na PCB.Kształt podobny do noża pozwala na ciągłe lutowanie w połączeniach bez podnoszenia żelaza i zwiększania wydajności w określonych operacjach lutowniczych.

Rycina 14: Końcówka lutownicza noża
Utrzymanie końcówki
Dwie popularne metody czyszczenia końcówki to wilgotna gąbka i stosowanie metalowej wełny.
Gąbka wilgotna: ta tradycyjna metoda obejmuje wycieranie gorącej lutownicy na mokrej gąbce.Główną korzyścią jest to, że skutecznie usuwa stare resztki lutu i strumienia bez nadmiernego ścierania.Wilgoć szybko chłodzi lutowanie, co ułatwia zetrzeć.Jednak nagłe chłodzenie może powodować wstrząs termiczny, potencjalnie uszkadzając końcówkę w czasie i zmniejszając jej długość życia.
Metalowa wełna: wełna metalowa, często wykonana z mosiądzu lub stali nierdzewnej, zapewnia inną metodę czyszczenia.Wycieranie końcówki na metalową wełnę oczyszcza ją bez powodowania nagłego chłodzenia, zmniejszania naprężenia termicznego i prawdopodobnie przedłużenia życia końcówki.Jednak ścierna natura wełny metalowej może zużywać końcówkę, jeśli jest zbyt wiele.

Rysunek 15: Dwie popularne metody czyszczenia końcówki
Połączenie wskazówki: proces i znaczenie
Aby rozpocząć proces cynowania, najpierw upewnij się, że końcówka jest czysta za pomocą wilgotnej gąbki lub wełny metalowej.Następnie podgrzej lutownik do temperatury roboczej.Po podgrzaniu dotknij niewielkiej ilości lutu bezpośrednio do końcówki i delikatnie przykryj całą końcówkę stopionym lutem.Na koniec, krótko wytrzyj końcówkę materiału czyszczącego, aby usunąć nadmiar lutu, pozostawiając błyszczącą powłokę na końcówce.
Tinowanie jest ważne dla utrzymania długowieczności i wydajności lutownika.Tworząc warstwę ochronną, cynowanie zapobiega utlenianiu i korozji, gdy końcówka jest gorąca i wystawiona na powietrze.Dobrze osłonięta końcówka poprawia przewodność cieplną, umożliwiając bardziej wydajne i precyzyjne przenoszenie ciepła do złącza lutowania.Regularne cynowanie nie tylko poprawia wydajność, ale także wydłuża żywotność końcówki, utrzymując ją w czystości i dobrze utrzymanym, zmniejszając w ten sposób częstotliwość wymiany.
Techniki lutownicze
Badamy różne techniki lutowania, ich metody, zastosowania i wskazówki dotyczące najlepszych praktyk.
Miękkie lutowanie
Miękkie lutowanie jest najczęstszą techniką w elektronice.Używa stopu o niskiej temperaturze topnienia, mieszanki cyny i ołowiu lub dla bezpieczniejszych opcji, cyny z miedzią lub srebrem.Temperatura jest stosunkowo niska, około 250 ° C, odpowiednia dla komponentów elektronicznych wrażliwych na ciepło.
Aby rozpocząć lutowanie, zacznij od dokładnego czyszczenia powierzchni, które należy połączyć, zapewniając usunięcie wszystkich olejków i utleniania.Następnie zastosuj strumień na powierzchnie, aby zapobiec utlenianiu podczas procesu lutowania.Podgrzej złącze za pomocą lutownika, a następnie nałóż lut, pozwalając mu swobodnie przepływać nad złączem, aby utworzyć bezpieczne połączenie.Aby uzyskać optymalne wyniki, użyj lutownika o odpowiednim rozmiarze końcówki, aby utrzymać lepszą kontrolę ciepła i uniknąć przegrzania komponentów, co może prowadzić do uszkodzenia.Upewnij się, że lut jest równomiernie dystrybuowany, aby osiągnąć niezawodne i trwałe połączenie.
Twarde lutowanie
Twarde lutowanie lub lutowanie wykorzystuje stopień wyższej temperatury topnienia, stop mosiądzu lub srebra, w temperaturach od 600 do 900 ° C.Jest odpowiedni do łączenia części metalowych w systemach hydraulicznych, systemach HVAC i innych sytuacjach wymagających silnych połączeń.
Po pierwsze, upewnij się, że wszystkie powierzchnie są skrupulatnie oczyszczone.Następnie zastosuj strumień na obszar, aby zapobiec utlenianiu po wystawieniu na wysokie temperatury.Następnie podgrzej części pochodnią i ostrożnie nałóż lut.Ważne jest dokładne podgrzanie stawu bez przegrzania otaczającego metalu.Zawsze noś sprzęt bezpieczeństwa, taki jak rękawiczki i ochrona oczu, w celu ochrony przed wysokimi temperaturami i potencjalnym rozpryskiem metalowym.
Lutowanie z rozdzielczością
LUTING RURFLOW jest używany w produkcji PCB (płytki drukowane) do lutowania wielu komponentów jednocześnie.Ta technika polega na zastosowaniu pasty lutowniczej (mieszanki cząstek strumienia i lutu) na planszę, umieszczanie komponentów na górze, a następnie podgrzewanie zespołu w piekarniku rozdzielczym.
Aby złożyć płytę drukowaną (PCB), zacznij od nałożenia wklejania lutu na płytę za pomocą szablonu.Następnie ostrożnie umieść komponenty na planszy.Następnie uruchom PCB przez piekarnik rozdzielcza, zapewniając kontrolowany profil temperatury.Monitoruj temperaturę, aby zapobiec stawom zimnym lub przegrzanym komponentom.I na koniec upewnij się, że pasta lutu jest świeża i prawidłowo przechowywana, aby zachować swoją skuteczność.
Lutowanie fali
Stuowanie falowe jest procesem lutowania masowego dla PCB, skutecznych dla komponentów splatanych przez otwór.Obejmuje przekazanie PCB na fali stopionego lutu, który przykleja się do odsłoniętych obszarów metalowych, w których zastosowano strumień.
Zacznij od wstawienia wszystkich komponentów przez otwór do PCB.Następnie zastosuj strumień na dno PCB, aby ułatwić proces lutowania.Następnie przejdź PCB nad stopioną falą lutowniczą za pomocą systemu przenośnika, zapewniając prawidłowe przyleganie lutu.Aby uzyskać optymalne wyniki, dostosuj prędkość przenośnika i wysokość fali, aby osiągnąć równomierne lutowanie na całej planszy.Rozgrzej PCB, aby zapobiec wstrząsowi termicznemu i zapewnić płynniejszy przepływ lutu.
Jak lutować?
Przed rozpoczęciem pracy lutowniczej ważne jest, aby przygotować żelazo lutownicze, pokrywając jego końcówkę lutem.Pomaga to żelazowi lepiej się rozgrzać i trwa dłużej, zapobiegając zużycie.Najpierw przymocuj końcówkę do żelaza i włącz ją, ustawiając temperaturę na 400 ° C (752 ° F), jeśli możesz ją dostosować.Wyczyść końcówkę wilgotną gąbką, aby usunąć brud lub rdzę.Po wyczyszczeniu podgrzej końcówkę i dotknij jej lutu, aż zostanie równomiernie pokryty.Powinieneś to zrobić przed i po każdym użyciu, aby utrzymać końcówkę w dobrym stanie.Z czasem końcówka zużyje się i wymaga wymiany, jeśli stanie się szorstka lub uszkodzona.
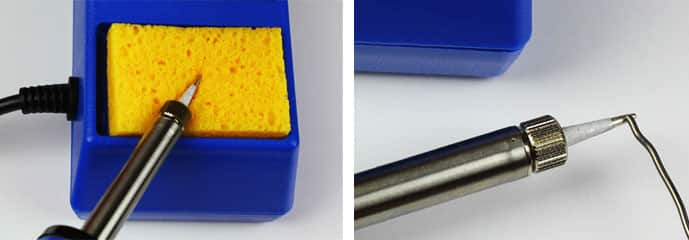
Rysunek 16: Tinowanie końcówki
Aby lutować LED do płytki drukowanej, zacznij od włożenia przewodów LED do wyznaczonych otworów.Odwróć deskę i zegnij przewody na zewnątrz pod kątem 45 stopni, aby utrzymać je w kontakcie z miedzianą podkładką.Zasilać lutowniczą i ustaw ją na 400 ° C.Rozgrzej złącze, umieszczając końcówkę żelaza zarówno na miedzianej podkładce, jak i ołowiu LED przez około 3-4 sekundy.Zapewnia to odpowiedni transfer ciepła.Następnie wprowadzaj lut do stawu pośrednio, pozwalając ciepło ze stawu stopić lut, tworząc trwały wiązanie.Po usunięciu żelaza pozwól lutowi ostudzić naturalnie, aby osiągnąć gładki, błyszczący staw o kształcie podobnym do stożka.Przytnij wszelkie nadmiarowe przewody, gdy lut zestali.

Rysunek 17: Jak lutować (1)
Aby łączyć przewody razem, zacznij od zdejmowania izolacji z końców drutu i wykręceniu wszelkich donoszonych przewodów, aby zapobiec strzępieniu.Rozgrzej lutownicę, a następnie naciśnij końcówkę do jednego z drutów na 3-4 sekundy, aby ją ogrzać.Nałóż lutu równomiernie na podgrzewanym drucie i powtórz to za pomocą drugiego drutu.Gdy oba przewody zostaną oblone, wyrównaj je i podgrzewaj złącze z żelazem, aby stopić lut na obu przewodach, zapewniając solidne wiązanie.Pozostaw staw ostygnie naturalnie przed izolacją za pomocą rurki kurczącej ciepła.Ta technika gwarantuje silne, trwałe połączenie, które wytrzyma stres fizyczny i zużycie elektryczne.
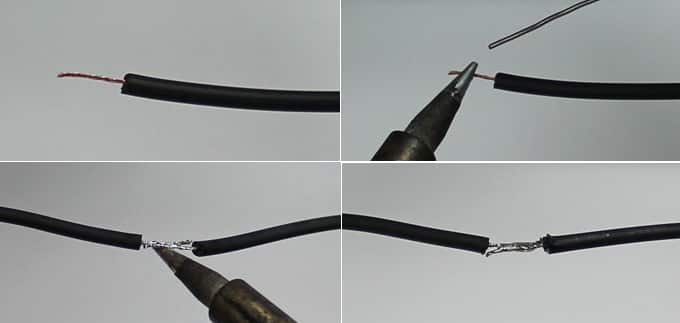
Rysunek 18: Jak lutować przewody(2)
Desoldering jest dobry do usuwania komponentów elektronicznych lub korygowania błędów lutowania.Użyj opadającego warkocza (lub knotu lutu), umieszczając go na stawie i podgrzewając go z lutowniczym żelazkiem.Warkocz pochłania stopiony lut, czysto usuwając go ze stawu.Ostrożnie obsługuj gorący warkocz, aby uniknąć oparzeń.W przypadku większych ilości lutu użyj ssaka lutu.Przygotuj frajera, naciskając tłok, podgrzej złącze, a następnie umieść końcówkę frajera nad stopionym lutem i naciśnij przycisk, aby utworzyć ssanie, podnosząc lut.Powtórz zgodnie z wymaganiami, aby wyczyścić staw.
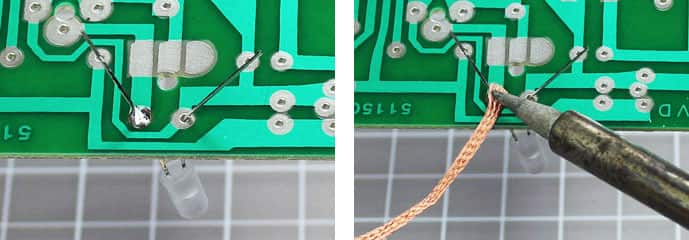
Rysunek 19: Desoldering
Powszechne problemy lutownicze
Nadmiar lutu może powodować zwarcia, wypełniając osobne połączenia, ryzykując funkcjonalność i bezpieczeństwo urządzenia.Oto metody zarządzania i usuwania nadmiaru lutu:
Używając knotu lutu: knot lutownicza lub Desolding Braid, składa się z drobnych pasm z drutu miedzianego, które pochłaniają lut po podgrzaniu.Aby go użyć, umieść warkocz nad nadmiarem lutu i naciśnij podgrzewaną końcówkę lutowniczą na warkocz.Gdy lut topi się, zostaje wchłaniany do warkocza, usuwając go z zamierzonego obszaru.Upewnij się, że żelazo nie jest zbyt gorące, aby uniknąć uszkodzenia warkocza lub płytki drukowanej.
Narzędzie Suturzające: To narzędzie jest skuteczne w przypadku większych obiektów lutu.Sulujący jest małą pompą mechaniczną, która odkurza stopiony lut, gdy jej wyzwalacz jest naciśnięty.Podgrzej lut do stopionego stanu za pomocą lutownika, a następnie szybko umieść końcówkę ssaka lutu nad stopionym lutem i aktywuj go.Czas i pozycjonowanie są ważne dla skutecznego użycia.
Podgrzewanie i ciągnięcie: czasami podgrzewanie lutu i odciąganie go z lutowniczą końcówką może wystarczyć na małe ekscesy.Ta metoda wymaga stałej dłoni i kontroli nad lutowniczą, aby uniknąć dalszego rozprzestrzeniania lutu.
Środki zapobiegawcze: Aby zapobiec nadmiarowi lutu, użyj tylko kwoty dla złącza.Dokładnie podgrzej złącze przed nałożeniem lutu i zdejmij drut lutu przed wyjmowaniem ciepła, aby uniknąć nadmiernego przepływu.
Wniosek
Nauczanie się, jak dobrze lutować potrzeba każdego, kto pracuje z urządzeniami elektronicznymi.Ten przewodnik obejmował narzędzia, materiały i techniki wymagane do dobrego lutowania.Podkreśla znaczenie wyboru odpowiednich narzędzi, zarządzania temperaturą i korzystania z odpowiednich rodzajów lutu i strumienia.Wyjaśnia różne rodzaje żelazek lutowniczych i ich zastosowania oraz rolę strumienia w przygotowywaniu metali.Przewodnik mówi również o dbaniu o porady lutowe i szczegółowe metody lutowania, pokazując potrzebę precyzji i opieki w każdym zadaniu.Dzięki tym informacjom czytelnicy są lepiej przygotowani do obsługi różnych zadań lutowniczych, upewniając się, że ich projekty elektroniczne są trwałe i z czasem działają dobrze.
Często zadawane pytania [FAQ]
1. Czego nigdy nie należy używać podczas lutowania?
Podczas lutowania unikaj używania materiałów, które mogą zagrozić integralności stawu lub stanowić zagrożenia bezpieczeństwa.Po pierwsze, nie używaj kwasów ani nieznanych chemikaliów jako strumienia, należy zastosować tylko specyficzne strumienie lutownicze.Należy unikać lutowników ołowiowych w elektronice z powodu zagrożeń dla zdrowia i ograniczeń regulacyjnych.Materiały takie jak plastik, które mogą stopić lub emitować szkodliwe opary w wysokich temperaturach, są nieodpowiednie do bezpośredniego lutowania.
2. Co jest najtrudniejsze do lutowania?
Aluminium wyróżnia się jako trudne dla lutu ze względu na szybkie tworzenie warstwy tlenku po wystawieniu na powietrze.Ta warstwa tlenku utrudnia zdolność lutu do przylegania do powierzchni aluminiowej.Specjalne techniki i strumienie są wymagane do skutecznego lutowania aluminium, co czyni go bardziej złożonym zadaniem niż lutowanie bardziej wrażliwych metali, takich jak miedź lub srebro.
3. Czy przed lutowaniem masz marynatkę?
Tak, podtrzymanie srebra przed lutowaniem jest powszechną praktyką.Marynowanie polega na zanurzeniu srebra w łagodnym kwaśnym roztworze w celu usunięcia utleniania powierzchni i zanieczyszczeń.Proces ten oczyszcza metal, zapewniając, że lut prawidłowo przylega i tworzy silną, czystą wiązanie.To krok do osiągnięcia profesjonalnego mety w srebrnym lutowaniu.
4. Czy potrzebuję strumienia do lutu?
Strumień jest wymagany do lutowania prawie wszystkich metali.Służy do czyszczenia i przygotowywania metalowych powierzchni podczas podgrzewania, umożliwiając płynne płynie lutownicze i skuteczne wiązanie.Bez strumienia lut może nie być dobrze przylegający, co prowadzi do słabych stawów i potencjalnej awarii integralności elektrycznej lub strukturalnej.Konieczne jest użycie odpowiedniego rodzaju strumienia dla metalu i lutu, z którym pracujesz, aby upewnić się, że lutowanie działa dobrze.
5. Dlaczego nie mogę pudrukować lutowniczym żelazkiem?
Jeśli nie jesteś w stanie pominąć lutowniczego żelaza, jest to prawdopodobnie spowodowane:
Utlenianie końcówki: jeśli końcówka jest utleniona, nie stopi lutu.Oczyść końcówkę wilgotną gąbką, gdy żelazo jest gorące.Jeśli utlenianie jest ciężkie, użyj końcówki lub wymień końcówkę.
Niepoprawna temperatura: jeśli temperatura jest zbyt niska, lut nie stopi się.I odwrotnie, jeśli jest zbyt wysoki, lut może odparować lub spalić, zapobiegając właściwemu cynowaniu.
Zanieczyszczenie: Upewnij się, że końcówka nie została zanieczyszczona innymi materiałami, które mogą również uniemożliwić przywiązanie lutu.
O nas
ALLELCO LIMITED
Czytaj więcej
Szybkie zapytanie.
Proszę wysłać zapytanie, natychmiast odpowiemy.

Wgląd w czujniki ciśnienia: funkcjonalność, typy i zastosowania
na 2024/08/7
Metody ładowania
na 2024/08/6
Popularne posty
-
Co to jest GND w obwodzie?
na 1970/01/1 3039
-

Podręcznik złącza RJ-45: Kody kolorów złącza RJ-45, schematy okablowania, aplikacje R-J45, arkusze danych RJ-45
na 1970/01/1 2608
-

Rodzaje złącza światłowodowego: SC vs LC i LC vs MTP
na 1970/01/1 2162
-
Zrozumienie napięć zasilania w elektronice VCC, VDD, VEE, VSS i GND
na 0400/11/13 2073
-

Porównanie DB9 i RS232
na 1970/01/1 1790
-

Co to jest bateria LR44?
Energia elektryczna, ta wszechobecna siła, cicho przenika każdy aspekt naszego codziennego życia, od trywialnych gadżetów po zagrażające życiu sprzęt medyczny, odgrywa cichą rolę.Jednak naprawdę chwytanie tej energii, zwłaszcza sposobu jej przechowywania i wydajności, nie jest łatwym zadaniem.Na tym tle ten artykuł skupi się na rodzaju akumulatora monety, który może wydawać si...na 1970/01/1 1754
-
Zrozumienie podstaw: odporność na indukcyjność i nakładanie
W skomplikowanym tańcu inżynierii elektrycznej trio podstawowych elementów zajmuje centralne miejsce: indukcyjność, opór i pojemność.Każda z nich ma unikalne cechy, które dyktują dynamiczne rytmy obwodów elektronicznych.Tutaj wyruszamy w podróż, aby rozszyfrować złożoność tych komponentów, aby odkryć ich wyraźne role i praktyczne zastosowania w rozległej orkiestrze elektrycz...na 1970/01/1 1706
-

CR2430 Kompleksowy Przewodnik po baterii: Specyfikacje, aplikacje i porównanie z akumulatorami CR2032
Co to jest bateria CR2430?Korzyści z baterii CR2430NormaZastosowania baterii CR2430CR2430 równoważnyCR2430 vs CR2032Bateria CR2430 RozmiarCzego szukać przy zakupie CR2430 i równoważnikówArkusz danych pdfCzęsto zadawane pytania Baterie są sercem małych urządzeń elektronicznych.Spośród wielu dostępnych rodzajów komórki monety odgrywają kluczową rolę, powszechnie występującą w ...na 1970/01/1 1640
-
Co to jest RF i dlaczego go używamy?
Technologia częstotliwości radiowej (RF) jest kluczową częścią nowoczesnej komunikacji bezprzewodowej, umożliwiając transmisję danych na duże odległości bez fizycznych połączeń.Ten artykuł zagłębia się w podstawy RF, wyjaśniając, w jaki sposób promieniowanie elektromagnetyczne (EMR) umożliwia komunikację RF.Zbadamy zasady EMR, tworzenia i kontroli sygnałów RF oraz ich sze...na 1970/01/1 1620
-
Kompleksowy przewodnik po HFE w tranzystorach
Tranzystory są kluczowymi komponentami w nowoczesnych urządzeniach elektronicznych, umożliwiając wzmocnienie sygnału i kontrolę.W tym artykule zagłębiono się w wiedzę wokół HFE, w tym jak wybrać wartość HFE tranzystora, jak znaleźć HFE i wzmocnienie różnych rodzajów tranzystorów.Dzięki naszej eksploracji HFE zyskujemy głębsze zrozumienie działania tranzystorów i ich roli ...na 5600/11/13 1563
Gorący numer części
-
MCR18EZPJ132
Rohm Semiconductor
RES SMD 1.3K OHM 5% 1/4W 1206
ABM8AIG-27.000MHZ-12-2Z-T3
Abracon LLC
CRYSTAL 27.0000MHZ 12PF SMD
BFC233820223
Vishay Beyschlag/Draloric/BC Components
CAP FILM 0.022UF 20% 630VDC RAD
MAAM-011182-TR1000
MACOM Technology Solutions
IC RF AMP 45MHZ-1.2GHZ 8DFN
EPM7032SLI44-7N
Intel
IC CPLD 32MC 7.5NS 44PLCC
TPS23525PWR
Texas Instruments
IC HOT SWAP CTRLR -48V 16TSSOP
SMF9V0A-E3-08
Vishay General Semiconductor - Diodes Division
TVS DIODE 9VWM 15.4VC SMF
IRFS4020PBF
Infineon Technologies
MOSFET N-CH 200V 18A D2PAK
ATTINY15L-1PC
Microchip Technology
IC MCU 8BIT 1KB FLASH 8DIP
CL10B474KQ8NNNC
Samsung Electro-Mechanics
CAP CER 0.47UF 6.3V X7R 0603
22255C334KAT2A
KYOCERA AVX
CAP CER 0.33UF 50V X7R 2225
2STF2550
STMicroelectronics
TRANS PNP 50V 5A SOT89-3
MX29SL802CBXHI-90G
Macronix
IC FLASH 8MBIT PARALLEL 48WFBGA
UUD1V220MCL1GS
Nichicon
CAP ALUM 22UF 20% 35V SMD
LT1506CR#PBF
Linear Technology
LT1506 - 4.5A 500kHz Stepdown Sw
HUFA76419P3
Fairchild Semiconductor
MOSFET N-CH 60V 29A TO220-3
VE-J42-EW
Vicor Corporation
DC DC CONVERTER 15V 100W
SI32176-B-FM1R
Skyworks Solutions Inc.
IC TELECOM INTERFACE 42QFN -

INA2128P
Texas Instruments
IC OPAMP INSTR 1.3MHZ DUAL 16DIP
MAX481CSA+
Analog Devices Inc./Maxim Integrated
IC TRANSCEIVER HALF 1/1 8SOIC
BC547C
onsemi
TRANS NPN 45V 0.1A TO92
ISL9003AIRUCZ-T
Intersil
IC REG LINEAR 1.8V 150MA 6UTDFN
LTST-C295TBKFKT
Lite-On Inc.
LED BLUE/ORANGE CLEAR CHIP SMD
OPA171AIDR
Texas Instruments
IC OPAMP GP 1 CIRCUIT 8SOIC
06035C122JAT2A
KYOCERA AVX
CAP CER 1200PF 50V X7R 0603
ADG702BRTZ-REEL7
Analog Devices Inc.
IC SWITCH SPST-NCX1 3OHM SOT23-6
6P-SAN
JST Sales America Inc.
CONN HSG CRIMP 6P 24-30AWG VERT
STP30N10F7
STMicroelectronics
MOSFET N-CH 100V 32A TO220AB
CY37192P160-125AXI
Infineon Technologies
IC CPLD 192MC 10NS 160TQFP
DRV5053CAQDBZR
Texas Instruments
SENSOR HALL ANALOG SOT23-3
A3969SETTR-T
Allegro MicroSystems
IC MTR DRV BIPOLAR 3V-3.6V 28QFN
HTST-108-01-L-DV-P-TR
Samtec Inc.
CONN HEADER SMD 16POS 2.54MM
MAX3224CAP
Analog Devices Inc./Maxim Integrated
IC TRANSCEIVER FULL 2/2 20SSOP
CC1206MRY5V8BB105
YAGEO
CAP CER 1UF 25V Y5V 1206
STD3NK60ZT4
STMicroelectronics
MOSFET N-CH 600V 2.4A DPAK
ADS774HIBDW
Texas Instruments
IC ADC 12BIT SAR 28SOIC -
06031A3R9CA12A
KYOCERA AVX
CAP CER 3.9PF 100V NP0 0603
BCR523UE6327
Infineon Technologies
BIPOLAR DIGITAL TRANSISTOR
08055A200JAT4A
KYOCERA AVX
CAP CER 20PF 50V C0G/NP0 0805
OPA4350UAG4
Texas Instruments
IC OPAMP GP 38MHZ RRO 14SOIC
EP2AGX125DF25I3N
Intel
IC FPGA 260 I/O 572FBGA
MAX14891EATP+T
Analog Devices Inc./Maxim Integrated
IC RECEIVER 0/4 20TQFN
CC1206JRX7RYBB103
YAGEO
CAP CER 10000PF 250V X7R 1206
74F125SJX
onsemi
IC BUFFER NON-INVERT 5.5V 14SOP
LV5893M-TE-L-E
onsemi
STEP DOWN SWITCHING REGULATOR
AMMC-2008-W10
Broadcom Limited
IC RF SWITCH SPDT 50GHZ MODULE
MX25U25635FZ4I-08G
Macronix
IC FLASH 256MBIT SPI/QUAD 8WSON
IHLP5050CEER1R8M01
Vishay Dale
FIXED IND 1.8UH 16.5A 7 MOHM SMD
DS1100Z-75
Analog Devices Inc./Maxim Integrated
IC DELAY LINE 5TAP 75NS 8SOIC
SSM2143SZ-REEL
Analog Devices Inc.
IC AUDIO 1 CIRCUIT 8SOIC
MCP6002-E/SN
Microchip Technology
IC OPAMP GP 2 CIRCUIT 8SOIC
1658655-1
TE Connectivity AMP Connectors
CONN D-SUB HOUSING PLUG 9POS
AP1184K5-L-13
Diodes Incorporated
IC REG LINEAR POS ADJ 4A TO263-5
PC28F256P30TFG
Micron Technology Inc.
IC FLASH 256MBIT PAR 64EASYBGA